A:В качестве основного компонента экструдера винт играет ключевую роль в процессах передачи материала, сжатия, плавления и пластификации. Однако после долгосрочного использования винт неизбежно изнашивается, что будет иметь много влияния на работу оборудования и производственного процесса.

Благодаря систематическому обслуживанию, стабильность оборудования может быть значительно улучшена, потребление энергии может быть уменьшено (колебание энергопотребления при нормальном техническом обслуживании составляет менее 5%), а срок службы ключевых компонентов может быть продлен (нормальный срок службы винта/барабана может достигать 8000-10000 часов).
A:PPR (многополимерные полипропиленовые) трубки широко используются при строительстве водоснабжения и дренажа, HVAC, промышленных трубопроводах и других полях из -за их коррозионной стойкости, высокотемпературной сопротивления, сопротивления воздействия и других характеристик. Его качество поверхности не только влияет на внешний вид, но также может отражать внутреннюю производительность (например, чистоту сырья, стабильность технологии обработки).

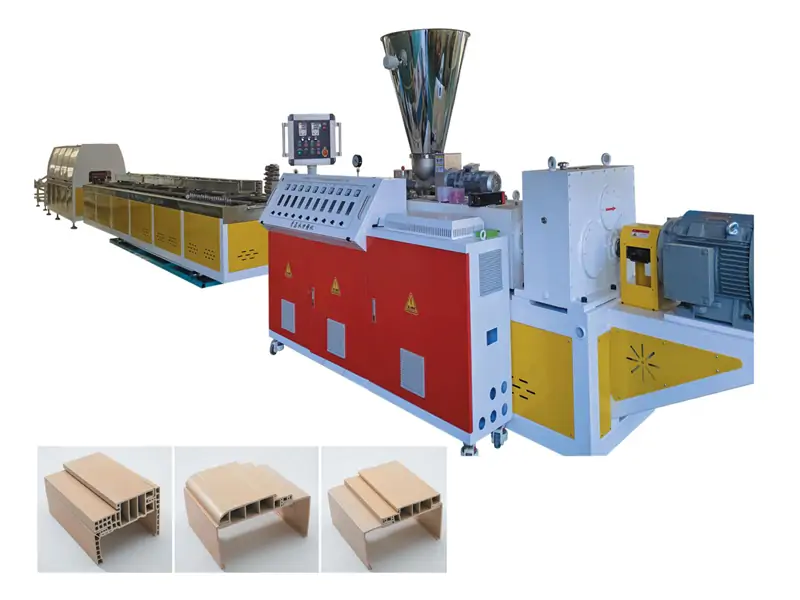
Пузырьки или отверстия на дверной панели WPC могут быть вызваны различными факторами, включая методы производства, свойства материала или условия окружающей среды.

Сокращение энергопотребления экструзионной машины WPC необходимо начать с проектирования оборудования, оптимизации параметров процесса, ежедневного обслуживания и управления производством

Экструдированная дверная панель WPC-пластика WPC является грубым и блестящим, что может быть связано с проблемами в формуле сырья, параметрах процесса, состоянии оборудования или охлаждением и литьем.