

Главная > Продукты > Экструзионная машина для производства древесного пластика WPC > Машина для изготовления дверей WPC > Процесс производства дверей WPC


Процесс производства дверей WPC
Yongte является профессиональным производителем для производства WPC Production Procession Process Process Process Process Factory с обслуживанием проектов с ключом и высоким качеством
Модель:SJSZ92188
Отправить запрос
Описание продукта
Производитель процесса производства дверей yongte WPC для проекта под ключ
Процесс процесса производственного процесса и оборудования WPC обычно включает в себя следующее:
Я, подготовка сырья:
Закупка сырья: выберите высококачественную ПВХ смолу, деревянный порошок или деревянное волокно в качестве основного сырья. ПВХ смола обычно выбирает продукцию домашнего бренда в медицинских классах, а деревянный порошок предоставляется профессиональным деревянным компанией с высококачественным деревянным порошком дерева, а для удовлетворения производственных требований необходимы тонкость, содержание влаги и другие показатели.
Деревянный порошок необходимо оценивать, экранировать, заземлять, высушить и покрывать, чтобы обеспечить его качество и производительность при последующей обработке. В то же время вспомогательные материалы, такие как стабилизаторы, пенистые агенты, модификаторы, смазочные материалы, цветовые средства и т. Д., Приготовлены в определенной пропорции.
Ингредиенты: в соответствии с требованиями производительности продукта и формулой, точно взвешивает различные сырья и добавляют их в оборудование для смешивания.
II, смешивание:
Поместите взвешенную ПВХ смолу, деревянный порошок, стабилизатор, пенообразование, модификатор и т. Д. В высокоскоростный миксер для предварительного смешивания, чтобы сделать различные сырья равномерно распределенные.
Нагревание и смешивание: во время процесса смешивания материал нагревают для пластификации смолы из ПВХ. Температура обычно контролируется примерно в 100 ℃ -150 ℃, а время составляет около 5-15 минут. Конкретные параметры зависят от формулы и оборудования.
Охлаждение и разряд: после завершения смешивания материал охлаждается примерно до 40 ℃ -60 ℃, а затем выброшен в корзину для хранения для резервного режима.

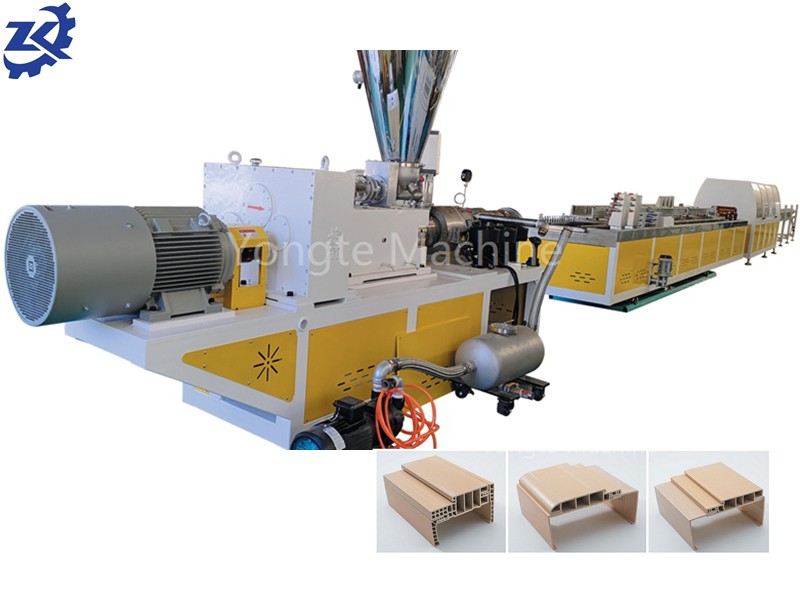
III, WPC Дверной профиль экструзия формования:
Кормление: смешанный материал передается в бункер экструдера через автоматическое устройство подачи.
Пластизация экструзии: материал подвергается вращающейся экструзии и нагреванию винта в стволе экструдера, а также дополнительно пластифицируется и смешивается, образуя однородную смесь пластиковой ткани. Температура экструдера обычно контролируется при 140 ℃ -185 ℃, основная скорость двигателя составляет 7-15r/мин, а скорость кормления составляет 10-15r/мин.
Образование плесени: пластифицированный материал проходит через экструзионный порт экструдера и входит в предварительно разработанную плесень. Под действием плесени образуется непрерывный бланк с требуемой формой поперечного сечения, такой как бланк дверной рамы, дверного листа и т. Д.
Охлаждение и формирование
Охлаждение: экструдированный бланк немедленно попадает в охлаждающее устройство, обычно используя водяную охлаждение или воздушное охлаждение, чтобы быстро охладить и закрепить заготовку и формировать его в требуемую форму и размер.
Тяга: во время охлаждения заготовка тянет тяговое устройство, чтобы обеспечить его непрерывную и стабильную экструзию и охлаждение. Скорость тяги соответствует скорости экструзии, как правило, около 1-5 м/мин.
Резка
Резка с фиксированной длиной: после охлаждения и формирования дровяная плата или профиль разрезана на требуемую длину, используя разрезанное оборудование в соответствии с требованиями двери, такими как вертикальная рама, горизонтальная рама дверной рамы и размер дверного листа.
Подрезание резки: края срезанных деталей обрезаны для удаления заусенцев, вспышки и т. Д., чтобы края деталей были гладкими и плоскими, чтобы гарантировать, что установка и использование производительности двери.

IV, WPC Дверная панель экструзионной формование:
Кормление: смешанный материал передается в бункер экструдера через автоматическое устройство подачи.
Пластизация экструзии: материал подвергается вращающейся экструзии и нагреванию винта в стволе экструдера, а также дополнительно пластифицируется и смешивается, образуя однородную смесь пластиковой ткани. Температура экструдера обычно контролируется при 140 ℃ -185 ℃, основная скорость двигателя составляет 7-15r/мин, а скорость кормления составляет 10-15r/мин.
Образование плесени: пластифицированный материал проходит через экструзионный порт экструдера и входит в предварительно разработанную плесень. Под действием плесени образуется непрерывный бланк с требуемой формой поперечного сечения, такой как бланк дверной рамы, дверного листа и т. Д.
Охлаждение и формирование
Охлаждение: экструдированный бланк немедленно попадает в охлаждающее устройство, обычно используя водяную охлаждение или воздушное охлаждение, чтобы быстро охладить и закрепить заготовку и формировать его в требуемую форму и размер.
Тяга: во время охлаждения заготовка тянет тяговое устройство, чтобы обеспечить его непрерывную и стабильную экструзию и охлаждение. Скорость тяги соответствует скорости экструзии, как правило, около 1-5 м/мин.
Резка
Резка с фиксированной длиной: после охлаждения и формирования дровяная плата или профиль разрезана на требуемую длину, используя разрезанное оборудование в соответствии с требованиями двери, такими как вертикальная рама, горизонтальная рама дверной рамы и размер дверного листа.
Подрезание резки: края срезанных деталей обрезаны для удаления заусенцев, вспышки и т. Д., чтобы края деталей были гладкими и плоскими, чтобы гарантировать, что установка и использование производительности двери.

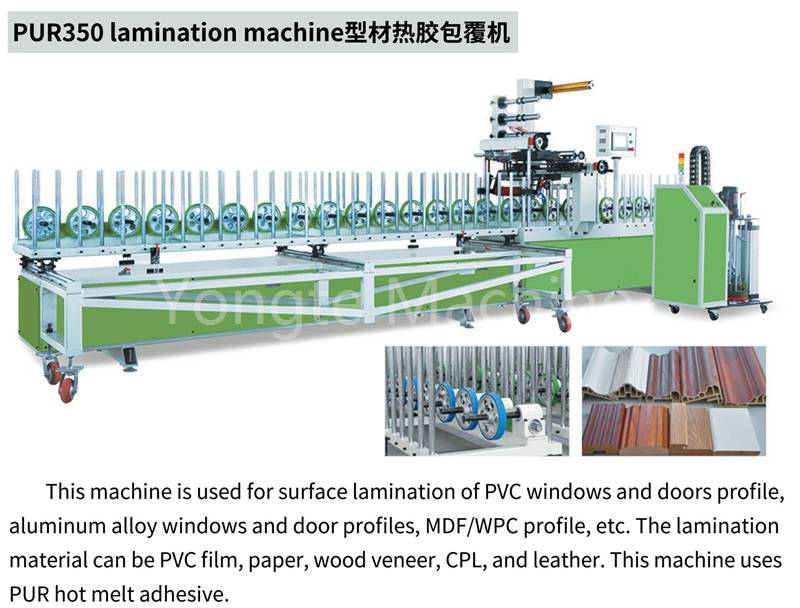
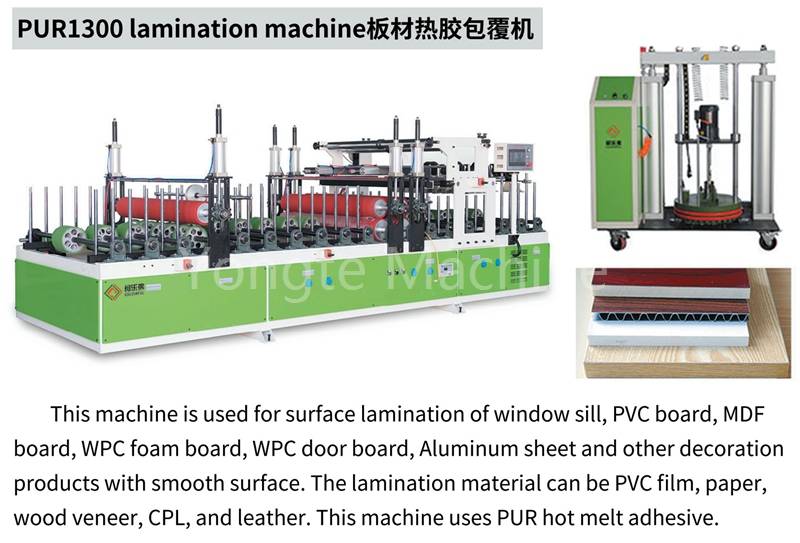
V, обработка поверхности:
Шлифование: используйте шлифовальную машину, чтобы отшлифовать поверхность части разрезанных дверей, чтобы удалить дефекты поверхности, улучшить плоскостность и шероховатость, а также обеспечить хорошую основу для последующей обработки поверхности.


Ламинирование или живопись: Технология теплового переноса может использоваться для переноса различных деревянных зерен, цветов или узоров на поверхность двери, так что продукт имеет различные высококачественные деревянные зерна и цвета; Он также может быть окрашен, окрашен и т. Д., Чтобы увеличить красоту и долговечность двери. Кроме того, может быть выполнена перитонеальная обработка, а слой защитной пленки может быть прикреплен, чтобы сыграть водонепроницаемую и защищенную от царапины роль.





Vi, Сборка WPC двери
Сборка дверной рамы: Соберите детали рамы разреза, обычно с использованием вторных и тензовых соединений, соединений или соединителей, чтобы обеспечить конструктивную твердость и точность размеров дверной рамы.
Установка дверных листьев: Соберите дверной лист с дверной рамой, установите аппаратные аксессуары, такие как петли и дверные замки, отладка открытия и закрытия дверей и обеспечить нормальную функцию использования двери.

Vii, качественная проверка дверей WPC:
Проведите качественный осмотр на поверхности, обработанной дверным листом WPC и профилями, такими как размер, внешний вид, производительность и т. Д., Чтобы они соответствовали соответствующим стандартам и требованиям.


Viii, Упаковка и склады: упакуйте профили дверей WPC, которые прошли качественную проверку и хранят их на складе для хранения и опеки.
Горячие Теги: Уэльческая машина для производства дверей WPC, Китай, производитель, поставщик, завод, покупка, качество, CE, цена
Связанная категория
Машина для изготовления профилей WPC
Машина для изготовления дверей WPC
Машина для изготовления досок WPC
Вспомогательная обрабатывающая машина WPC
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.





