

Решение проблем отклонения размеров, коробления и деформации при производстве дверей из ДПК
Решение проблем отклонения размеров, коробления и деформации при производстве дверей из ДПК
Абстрактный
Двери из древесно-пластикового композита (ДПК) стали основным продуктом в современной индустрии производства дверей и окон благодаря своим выдающимся преимуществам, включая экологичность, влагостойкость, устойчивость к коррозии и низкую совокупную себестоимость производства. Тем не менее, отклонение размеров, коробление и необратимая деформация являются тремя распространенными дефектами качества в процессе экструзии и формования дверей из ДПК. Эти проблемы не только снижают плоскостность поверхности и общий внешний вид готовой продукции, но и напрямую влияют на последующую эффективность сборки, срок службы продукции и удовлетворенность клиентов. Основываясь на многолетнем опыте производства на месте и технических исследованиях, профессиональные инженеры Yongte обобщают целевые решения по регулировке и исправлению трех вышеупомянутых дефектов, стремясь предоставить надежные технические рекомендации для производителей дверей из ДПК для оптимизации производственных процессов и повышения качества продукции.

1. Введение
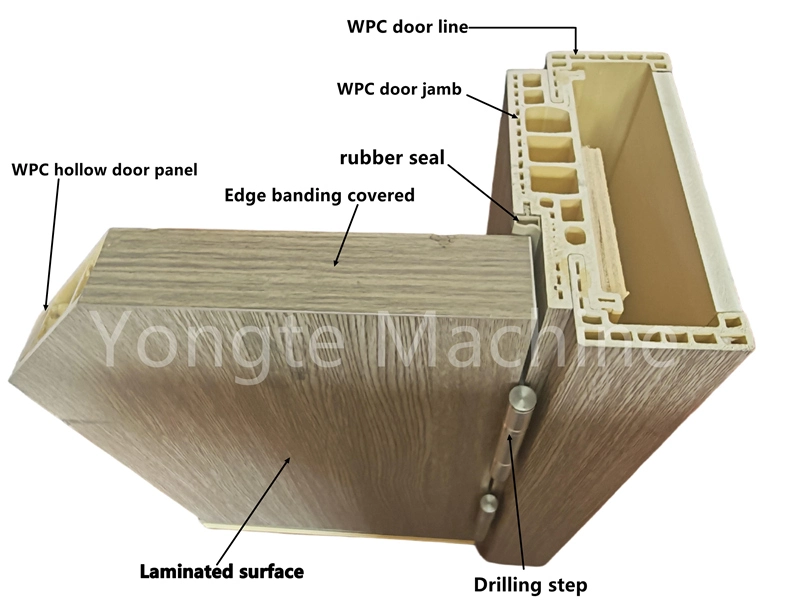
Материалы ДПК состоят из растительного волокна, термопластической смолы, функциональных добавок и другого сырья посредством высокотемпературного плавления и экструзионного формования. Под влиянием множества факторов, таких как соотношение сырья, температура экструзии, система охлаждения, скорость тяги и процесс резки, полуфабрикаты и готовые дверные изделия из ДПК склонны к нестабильным габаритным размерам, одностороннему или двустороннему короблению и структурной деформации. В отличие от традиционных дверей из массива дерева и дверей из ПВХ, двери из ДПК имеют сложные характеристики внутреннего структурного напряжения. Слепая отладка одного параметра процесса не может полностью устранить дефекты качества; требуется систематическая оптимизация от формования, охлаждения до последующей обработки. В этой статье анализируются основные причины распространенных дефектов и предлагаются возможные стратегии их исправления.
2. Причины и способы устранения распространенных дефектов дверей из ДПК.
2.1 Отклонение размеров
2.1.1 Причины дефектов
Отклонение размеров представляет собой погрешность между фактической длиной, шириной и толщиной дверей из ДПК и стандартными расчетными значениями, которая в основном возникает на этапе резки и экструзионного формования. Основные факторы, вызывающие это, включают неравномерное охлаждение профилей, нестабильную скорость тяги, необоснованную конструкцию системы формования и ошибки при ручной или механической резке. Чрезмерные погрешности в размерах приведут к несоответствию при сборке дверной коробки, что приведет к появлению зазоров, заклиниванию двери и другим проблемам после продажи.
2.1.2 Меры профессиональной коррекции
По мнению технической команды Yongte, комбинированный процесс вакуумной формовки, циркуляции водяного охлаждения и стабильного контроля тяги является основой контроля точности размеров дверей из ДПК. Во-первых, система вакуумной формовки используется для ограничения внешнего контура экструдированных профилей ДПК в реальном времени, чтобы избежать расширения или усадки профиля, вызванных тепловым расширением и холодным сжатием. Во-вторых, устройство охлаждения циркулирующей водой выполнено с возможностью равномерного и постепенного охлаждения внутреннего и наружного слоев дверной панели, устранения локальных различий в усадке и стабилизации основного размера профиля после формования.
Кроме того, важно подобрать высокоточное тяговое устройство с постоянной скоростью, чтобы избежать колебаний размеров, вызванных быстрой и медленной тягой. В сочетании с оптимизированным режущим оборудованием фиксированной длины вся производственная линия может обеспечить точность резки, контролируемую внутри.±1 мм, что полностью соответствует высоким стандартам сборки готовых дверей из ДПК.

2.2 Деформация панели
2.2.1 Причины дефектов
Коробление – один из наиболее частых дефектов дверей из ДПК, проявляющийся преимущественно в виде дугового изгиба дверного полотна в горизонтальном или вертикальном направлении. Основными причинами являются асимметричная скорость охлаждения крышки с обеих сторон профиля, неравномерный зазор кромки матрицы экструзионной формы и нестабильное натяжение тяги. Асимметричное охлаждение приведет к неравномерному усадочному напряжению на верхней и нижней поверхностях дверной панели; необоснованный зазор кромки матрицы приведет к неравномерной выгрузке композитных материалов; а частые колебания скорости тяги усугубят несбалансированное распределение напряжений полуфабрикатов.
2.2.2 Меры профессиональной коррекции
Чтобы коренным образом решить проблему коробления, производителям необходимо провести синхронную оптимизацию системы охлаждения, конструкции пресс-формы и параметров тяги. Во-первых, внедрите сбалансированное управление охлаждением, отрегулируйте расход воды и температуру канала охлаждающей воды с обеих сторон формовочной формы, обеспечьте синхронную скорость охлаждения верхней и нижней частей дверной панели из ДПК и уменьшите разницу напряжений, возникающую на этапе охлаждения.
Во-вторых, регулярно обнаруживайте и калибруйте зазор кромки экструзионной формы, чтобы обеспечить симметрию зазора с левой и правой, а также с верхней и нижней сторон, чтобы расплавленные материалы ДПК могли выгружаться равномерно, а плотность всех частей дверной панели оставалась постоянной. Наконец, поддерживайте постоянную рабочую скорость тягового блока, установите разумный порог натяжения, избегайте внезапного ускорения и замедления и не допускайте, чтобы внешняя тяговая сила вызывала необратимую деформацию изгиба неохлажденной отвержденной дверной панели.

2.3 Структурная деформация
2.3.1 Причины дефектов
В отличие от коробления поверхности, структурная деформация относится к внутренним необратимым повреждениям дверных профилей из ДПК, включая вмятины, кручение и общее разрушение. Этот дефект в основном вызван необоснованной конструкцией канала охлаждения, остаточным внутренним напряжением внутри материала и несбалансированной формулой сырья. Необоснованные пути охлаждения приведут к чрезмерным остаточным напряжениям внутри профиля; несоответствующее соотношение растительного волокна, пластиковой матрицы и добавок снизит ударную вязкость и структурную стабильность материалов ДПК, что сделает готовые изделия склонными к деформации при внешних изменениях температуры и внешней силовой экструзии.
2.3.2 Меры профессиональной коррекции
Инженеры Yongte предлагают три основных направления оптимизации для решения проблемы структурной деформации: оптимизация путей охлаждения, снятие остаточного внутреннего напряжения и корректировка формулы сырья. Что касается путей охлаждения, измените расположение внутренних и внешних каналов охлаждающей воды формовочного оборудования, примените ступенчатый режим охлаждения: предварительное охлаждение, формование при постоянной температуре и окончательное охлаждение, реализуйте медленное снятие напряжений при охлаждении формования и избегайте накопления чрезмерного внутреннего напряжения.
Для регулирования внутреннего напряжения добавьте секцию старения для снятия напряжений после процесса тяги, поместите первоначально отформованную дверную панель в среду с постоянной температурой и постоянной влажностью на определенный период, чтобы устранить остаточное напряжение. Что касается оптимизации формулы, отрегулируйте соотношение смешивания древесного порошка, пластиковых частиц, связующего агента и стабилизатора, улучшите силу межфазного сцепления между растительным волокном и термопластичной смолой, улучшите общую прочность и противодеформационную способность композиционных материалов и существенно уменьшите вероятность структурной деформации.
3. Заключение
Отклонение размеров, коробление и деформация являются ключевыми узкими местами, ограничивающими повышение качества дверной продукции из ДПК, а возникновение различных дефектов взаимосвязано и зависит от множества производственных звеньев. В реальном производстве производители должны не только полагаться на отладку отдельных параметров, но и создать полноценную систему контроля качества, охватывающую формулу сырья, экструзионное формование, вакуумное формование, водяное охлаждение и тягу с постоянной скоростью.
Внедрение высокоточного производственного процесса вакуумной формовки + водяного охлаждения + стабильной тяги для контроля погрешностей размеров, согласования сбалансированного охлаждения и симметричной структуры штампа для сдерживания коробления, а также оптимизации путей охлаждения и формул материалов для устранения структурной деформации может эффективно решить вышеупомянутые общие проблемы качества. Для предприятий по производству дверей из ДПК важными предпосылками поддержания долгосрочного стабильного качества продукции также являются стандартизированная настройка параметров процесса и ежедневное обслуживание оборудования.
Предыдущий:Причина растрескивания настила ДПК