

Yongte помогла клиентам оптимизировать линию по производству настила из ДПК, добившись увеличения производительности на 40%.
Yongte предоставляет техническую поддержку для оптимизации работы Линии по производству настила ДПК, в результате чего a Повышение эффективности производства на 40%.
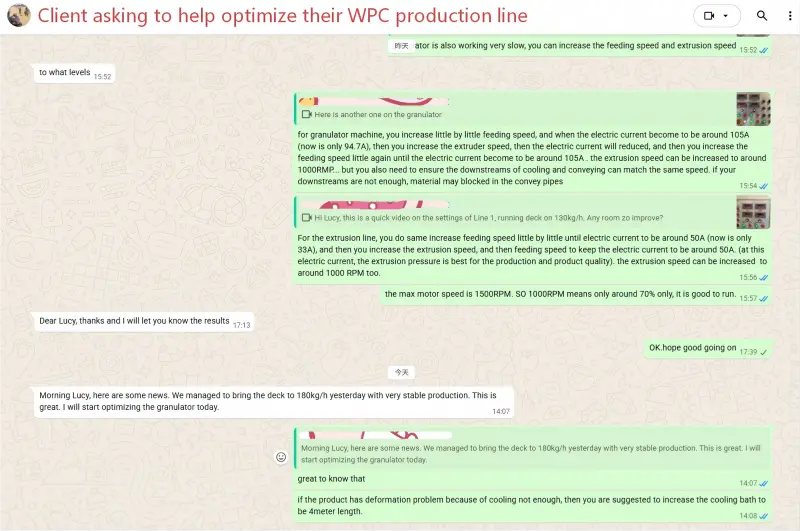
Недавно клиент попросил нас предоставить техническая поддержка для увеличения производственных мощностей за счет оптимизации работы своих СЖСЗ65/132Линия по производству настила ДПК, производительность которого в настоящее время составляет 130 кг/ч. Клиент стремился увеличить производственные мощности, но ему не хватало ясности в отношении стратегии оптимизации. Получив запрос по электронной почте, наша команда незамедлительно начала техническую консультацию.
Каково нынешнее состояние производства?
ПервыйлиНаше техническое наблюдение подтвердило, что производственный процесс клиента обеспечивает отличное качество продукции, без каких-либо деформаций или проблем с недостаточным охлаждением. Мы собрали следующие производственные параметры:
ТекущийПроизводственная ситуация:
① - Машина: СДЖСЗ65/132Экструзионная линия ДПК
② - Продукт: твердый настил из ДПК.
③ - Размеры профиля: 140× 21 мм
④ - Вес профиля: около 3,5 кг/м.
⑤ - Калибровка: 2× калибраторы 240 мм
⑥ - Ниже по течениюОхлаждение: 2000 ммохлаждающие ванны
⑦ - Откат: не установлен
⑧ - Текущая стабильная производительность: около 130 кг/ч.
⑨ - Соответствующая скорость линии: примерно 0,62 м/мин.
Каковы текущие параметры работы?
Этидействующийпараметры будут иметь решающее значение при определении потенциальных областей для улучшения и последующих шагов по увеличению производственных мощностей клиента. Исходя из этого, мы сообщили им о неиспользованном потенциале производственных мощностей. Дальнейший анализ параметров их экструзии выявил следующие условия эксплуатации:
Текущие настройки и рабочие данные:
① - Машина: СДЖСЗ65/132Экструзионная линия ДПК
② - Скорость двигателя подачи: 550 об/мин.
③ - Электрический ток подачи: 2,23 А
④ - Скорость двигателя экструдера: 700 об/мин.
⑤ - Электрический ток двигателя экструдера: 33,5 А
Какое решение предлагает Юнте?
Мы подтвердили, что экструдер клиента оснащен двигателем переменного тока, управляемым инвертором ABB, с максимальной скоростью 1500 об/мин. В настоящее время мотор работает всего на 700 об/мин.—менее половины номинальной мощности. Для стабильного и эффективного производства двигатель обычно работает со скоростью 1000–1100 об/мин (приблизительно 70 % от максимальной мощности). Поэтому мы рекомендовали постепенно увеличивать как скорость подачи, так и скорость экструдера, в конечном итоге поддерживая скорость двигателя на уровне 1000–1100 об/мин, одновременно регулируя скорость подачи, чтобы поддерживать ток двигателя около 50 А.
В то же время заказчику также необходимо внести соответствующие корректировки в температуру экструдера и формы в зависимости от фактических производственных условий и характеристик материала. Кроме того, по мере увеличения скорости экструзии необходимо пропорционально увеличивать длину охлаждающей ванны, чтобы обеспечить более быстрое и равномерное охлаждение продукта, тем самым гарантируя качество продукта и стабильность размеров.
Результат: увеличение производительности на 40%.
После завершения всех необходимых корректировок заказчик смог добиться значительного улучшения эксплуатационных характеристик, успешно увеличив общую производственную мощность примерно до 180 килограммов в час. Это улучшение было достигнуто без изменения фундаментальной структуры существующей производственной линии, которая продолжала использоваться для производства того же высококачественного настила, что и раньше.
Теперь в нашем недавно разработанном и высокотехнологичномЛиния экструзии профиля ДПК, мы установили современные серводвигатели, которые обеспечивают значительно более точный контроль скорости и исключительно стабильную работу. Эти усовершенствованные серводвигатели позволяют осуществлять точную настройку, повышая эффективность и надежность всего производственного процесса. Кроме того, экструзионная линия оснащена удлиненным 8-метровым калибровочным столом, который работает в сочетании с охлаждающими ваннами длиной 6 метров. Эта конфигурация обеспечивает достаточную охлаждающую способность, эффективно поддерживая оптимальные температурные условия даже во время высокоскоростного производства, обеспечивая тем самым постоянное качество продукции и точность размеров.

Предыдущий:Уведомление об изменении цены