

Как решить проблему грубой поверхности экструдированных дверных панелей WPC?
Как решить проблему грубой поверхности экструдированных дверных панелей WPC?
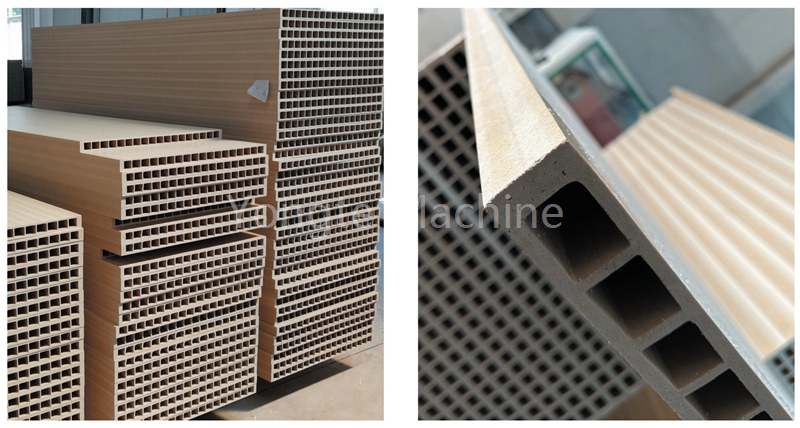
При производстве дверных дверных панелей WPC поверхностная плоскостность очень важна для качества дверных панелей WPC. Тем не менее, многие дверные заводы с пластинкой древесины являются беспомощными перед лицом проблемы, что поверхность экструдированных дверных панелей WPC является грубой и скучной во время производства. Сегодня команда инженеров Yongte предоставляет конкретный анализ и решение для этой проблемы.
Экструдированная дверная панель WPC-пластика WPC является грубым и блестящим, что может быть связано с проблемами в формуле сырья, параметрах процесса, состоянии оборудования или охлаждением и литьем.
Ниже приведены конкретный анализ и решения причины:
I. Анализ возможного причины
1. Проблема формулы сырья
· Соотношение смолы к наполнителю не сбалансировано
· Если содержание деревянного порошка/наполнителя волокна слишком высока (например, более 60%), смолы недостаточно, чтобы обернуть частицы наполнителя, что приводит к неровной поверхности.
· Индекс плавления (MI) смолы слишком низкий, а текучесть плохая, поэтому он не может заполнить разрыв наполнителя равномерно.
· Неправильное добавление добавок
· Недостаточная смазка: недостаточное добавление внутренних смазочных материалов (таких как стеариновая кислота, парафин), вязкость высокой расплава, плохая пластификация материалов, шероховатая поверхность.
· Отсутствие глянцевого агента: акриловый эфир, полиэтиленовый воск и другие усилители блеска не добавляются, или количество недостаточно (обычно 0,2-0,5 частей)
· Чрезмерный стабилизатор: слишком много теплового стабилизатора (например, свинцовая соль, кальций и цинк) может быть осажден на поверхность, влияя на блеск.
· Недостаточная предварительная обработка упаковочного материала
· Содержание влаги в деревянном порошке слишком высокое (> 5%), а водяной пара производится во время экструзии, что приводит к пузырькам или пятнам на поверхности; Если обработка связи (такая как силановый или титан) не выполняется, раздела между наполнителем и смолой плохо объединена, и его легко упасть.
2. Параметры процесса экструзии неразумны
· Неправильный контроль температуры
· Низкая температура: смола не полностью расплавлена, смесь с наполнителем неровной, а на поверхности появляются гранулированные выступы.
· Высокая температура: деградация смолы или карбонизация наполнителя, серая поверхность, без блеска (ссылка: база ПВХ рекомендуется 160-190℃, База PE/PP 180-220℃)
· Скорость винта и давление ненормальны
· Если скорость винта слишком быстра (например,> 60r/min), действие сдвига является сильным, что приводит к локальному перегреву или деградации материала; Если скорость винта слишком медленная, пластизация недостаточна, а поверхность - грубая.
· Если давление пресс -формы слишком низкое (например, <10mpa), расплава не полностью заполнена, а на поверхности отсутствует уплотненный блеск.
3. Проблемы с оборудованием и плесенью
· Винт изношен или конструкция не разумная
· Винт и винтовой зазор слишком большой (> 3 мм), время удержания материала длинное, а пластификация не является равномерной; Коэффициент сжатия недостаточен (например, <2: 1), что приводит к плохой плотности расплава.
· Дефект бегуна плесени
· Внутренняя стена канала потока является грубой и имеет мертвые углы, так что материал сохраняется и карбонизирован; Дизайн выпускного выхода необоснован (например, прямая секция слишком короткая), так что расплава всерьез расширяется от матрицы, а поверхность не гладкая.
· Фильтр забит
· Если номер сетки фильтра слишком высок (например,> 80) или время использования слишком длинное, сопротивление потока материала является большим, что приводит к колебаниям давления и поверхностным дефектам.
4. Проблемы с охлаждением и настройкой
· Скорость охлаждения слишком быстра или слишком медленная
· Если температура охлаждающей воды слишком низкая (например, <10℃), расплав будет быстро затвердевает, а поверхность не будет полностью выровнена; Если температура воды слишком высока (например,> 30℃), настройка будет недостаточной, а поверхность будет легко поцарапать или грубо.
· Дизайн фиксированного рукава неразумный
· Расстояние между неподвижным рукавом и матрицей слишком велик, так что расплава понижается и деформируется; Распределение каналов внутренних охлаждающих вод не является равномерным, что приводит к непоследовательному локальному охлаждению.
· Скорость тяги не соответствует скорости экструзии
· Если скорость тяги слишком быстрой, дверная пластина будет растянута и истончена, а поверхность будет выглядеть оранжевой кожурой; Если это слишком медленно, накопление приведет к шероховатой поверхности.
2. Решения
1. Оптимизировать формулу сырья
· Регулировать соотношение смолы к наполнителю
· Уменьшите содержание порошка древесины до 50%-55%, увеличить дозировку смолы (например, базу PE/PP от 30%до 35%), улучшить покрытие; Выберите высокую смолу MI (например, MI = 8-12G/10MIN PE), улучшите текучесть.
· Разумное добавление добавок
· Смазка: увеличить количество внутренней смазки (например, стеариновую кислоту от 0,3 частей до 0,5 частей) или добавить соединительную смазку (такую как EBS этилен Бутиловый стеарат, 0,2-0,4 частей), чтобы уменьшить вязкость расплава.
· Gloss Agent: добавьте полиэтиленовый воск (0,3-0,5 частей) или акриловый глянцевый агент (0,2 частей), чтобы улучшить поверхностное блеск.
· Связанный агент: деревянный порошок предварительно обработана с помощью Silane Coupling Agent (например, KH-550,0,5-1,0 частей), чтобы усилить межфазную силу связывания и уменьшить выброс наполнителя.
· Контролировать содержание влаги и тонкости упаковки
· Деревянный порошок сушат до содержания влаги <3%, а грубые частицы удаляются просеиванием (рекомендуется, чтобы размер частиц <80)
2. Отрегулируйте параметры процесса экструзии
· Оптимизировать настройку температуры
· Применяется режим «поэтапного нагрева», такой как четырехэтапное настройка температуры ПВХ 165℃ (Секция подачи)→175℃ (раздел сжатия)→185℃ (раздел расплава)→180℃ (Секция плесени), чтобы гарантировать, что смола полностью пластифицирован и не разлагается.
· Если поверхность грубая из-за недостаточной пластификации, температура плавления может быть увеличена на 5-10℃; Если он ухудшается из -за перегрева, температура должна быть снижена, а время пребывания сокращается.
· Сопоставьте скорость винта со скоростью тяги
· Скорость винта контролируется при 40-50R/мин, а отношение скорости тяги к скорости экструзии составляет 1,1-1,3: 1. Городская однородность дверной пластины регулируется наблюдением.
· Увеличить давление плесени
· Замените более высокий сетчатый фильтр (например, от 60 мкл до 80 меш), или уменьшить зазор, так что расплава полностью уплотняется при высоком давлении (давление целевого уровня 12-15 МПа)
3. Осмотрите оборудование и формы
· Проверьте износ винта и бочки
· Измерьте зазор между винтом и стволом, если он превышает 3 мм, замените винт или ствол, чтобы убедиться, что коэффициент сжатия составляет 2,5-3: 1, чтобы улучшить эффект пластификации.
· Полировать бегун плесени и умереть
· Внутренняя стена бегуна плесени полируется зеркалом (шероховатость RA <0,8μм) устранить мертвые углы; Прямая секция матрицы продлевается до 10-15 раз больше диаметра трубы, чтобы уменьшить расширение от матрицы.
· Очистите фильтр
· Регулярно заменяйте экраны фильтра (рекомендуется проверять его каждые 4 часа) и удаляйте удержанный карбонизированный материал.
4. Улучшение процесса охлаждения и формования
· Оптимизировать температуру охлаждающей воды и скорость потока
· Температура воды с неподвижным рукавом контролируется в 15-25℃и скорость потока составляет 5-8 л/мин. Сегментированное охлаждение (температура воды в передней части немного выше, а температура воды в задней части ниже) принята, чтобы избежать внезапного охлаждения, что приводит к неравномерному поверхностному напряжению.
· Отрегулировать положение рукава в форме и натяжение тяги
· Расстояние между формовочным рукавом и матрицей сокращается до 5-10 мм, чтобы обеспечить своевременное формование расплава; Тяжелая машина применяет небольшое натяжение (около 5-10N), чтобы избежать деформации растяжения.
· Добавить процесс обработки поверхности
· Сразу после экструзии тонкий слой парафиновой эмульсии или полиуретанового прозрачного лака применяется через полировочный ролик или устройство для покрытия для улучшения блеска и гладкости поверхности.
3. Профилактика и ежедневное обслуживание
1 Установить базу данных рецептов и процессов
· Запишите лучшую температуру, давление, скорость тяги и другие параметры, соответствующие различным соотношениям сырья для быстрой регулировки.
2 Регулярно поддерживайте оборудование
· Очистите ствол экструдера и плесень каждую неделю, проверяйте систему управления температурой и цепь охлаждающей воды каждый месяц, чтобы обеспечить стабильную работу.
3 Проверка первой части и мониторинг процессов
· После запуска машины возьмите первую часть и протестируйте его с помощью измерителя шероховатости (Target RA <3.2μм) и измеритель блеска (цель 60° Gloss> 30gu) и отрегулируйте параметры во времени.
Благодаря вышеупомянутым показателям качество поверхности дверных дверных панелей может быть эффективно улучшено для достижения гладких и блестящих стандартов внешнего вида.