

Решение для осадков WPC -настила.
Решение для осадков WPC -настила.
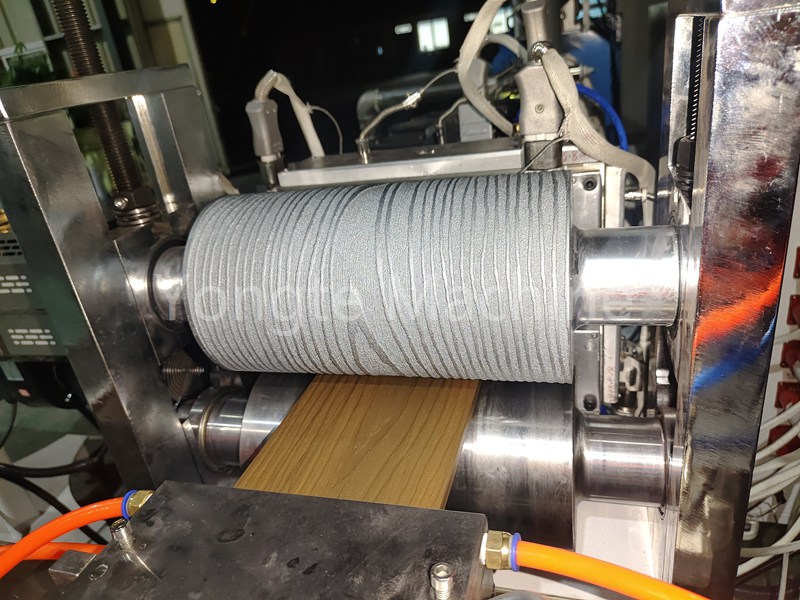
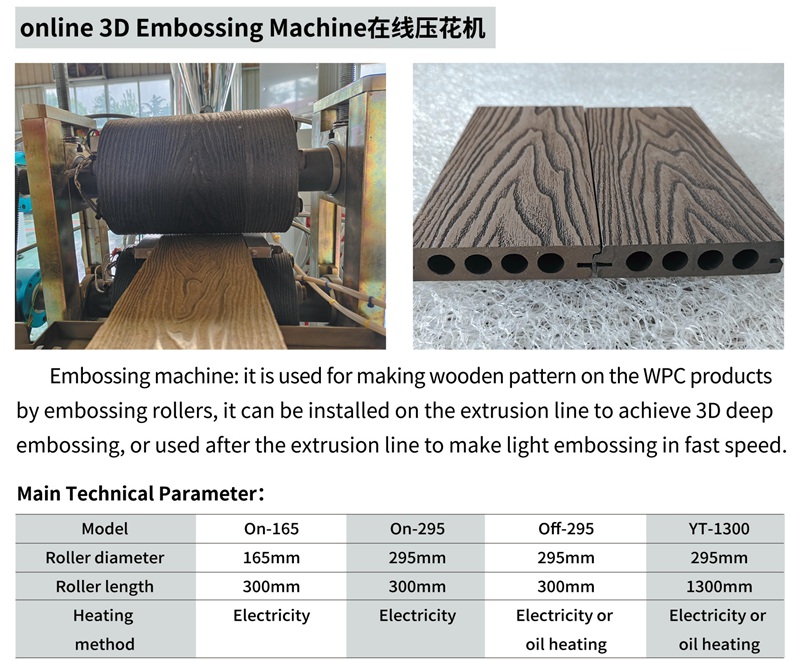
При производстве настила WPC онлайн -тиснение очень важно для качества продукта, но многие операторы сталкиваются с проблемами во время производства, что приводит к размытым закономерностям или неравномерным тиснениям.
Не паникуйте! Сегодня Yongte поделится с вами нашим профессиональным «набором первой помощи». Прочитав его, вы можете напрямую понять высококачественный настил WPC! На самом деле, пока вы овладеете ключевыми моментами, сцена пролона также может быть великолепно преобразована! Затем инженеры Yongte научат вас шаг за шагом, чтобы превратить «сцену опрокидывания» в «потолок внешнего вида»!

Непонятный рисунок на поверхности пластикового пола в древесине может быть вызвана многими факторами, такими как сырье, производственные процессы, формы оборудования и т. Д.
I. Проблемы с сырью
1. Необоснованное соотношение сырья
Причина:
Содержание растений, таких как деревянный порошок/бамбуковый порошок, слишком высокое, или доля пластиковых субстратов (таких как PE, PVC) слишком низкая, что приводит к плохой текучести смеси и сложности в заполнении деталей картины плесени.
Слишком много наполнителя (например, карбонат кальция) может снизить пластичность расплава и вызвать неясную нажатие на схему.
Решения предложения:
Оптимизируйте соотношение формулы и соответствующим образом увеличить содержание пластикового субстрата (например, соотношение PE/PVC, увеличилось до 40%~ 60%), чтобы обеспечить хорошую текучесть при высокой температуре.
Управляйте количеством наполнителя или используйте материалы наполнителя с более тонким размером частиц (например, нанока кальциевого карбоната), чтобы улучшить однородность смеси.
2. Плохой эффект таяния сырья
Причина:
Температура обработки недостаточна, пластик не полностью расплавлен, а комбинация с волокном не является плотной, а текстура плесени не может быть полностью передана во время прессования.
Содержание влаги в сырье слишком высокое (особенно деревянный порошок), а водяной пары генерируется при высокой температуре, что приводит к поверхностным пузырькам или размытым узорам.
Решения предложения:
Увеличьте температуру экструдера (например, повышение температуры расплавленного участка на 5 ~ 10 ℃), чтобы гарантировать, что пластик полностью пластифицируется, и в то же время избегайте ухудшения материала, вызванной чрезмерной температурой.
Высушите волоконное сырье, такое как деревянный порошок (содержание влаги контролируется ниже 3%), которое может быть предварительно обработано сушильным оборудованием.

II Проблемы производственного процесса
1. Недостаточное давление экструзии
Причина:
Скорость винта экструдера слишком низкая, или винт изношен, что приводит к недостаточному давлению расплава и неспособно эффективно заполнить канавку с рисунком.
Конструкция канала потока плесени необоснован (например, впускной участок слишком широкий, коэффициент сжатия недостаточен), что приводит к чрезмерной потере давления.
Решения предложения:
Подходящим образом увеличивайте скорость винта (например, увеличение на 10 ~ 20r/min), или замените изношенный винт/ствол, чтобы увеличить давление подачи расплава.
Оптимизируйте структуру плесени, увеличивайте длину сжатия сжатия или отрегулируйте коэффициент сжатия канала потока (например, от 2: 1 до 3: 1), чтобы обеспечить достаточное давление на рисунке.
2. Неправильное управление сроком и охлаждением
Причина:
Расстояние между тиснением ролика и розеткой экструдера слишком далеко, расплав слишком быстро остывает, и после того, как поверхность затвердеет прозрачный рисунок.
Температура тиснего ролика слишком высока или слишком низкая: слишком высокая температура может легко вызвать деформацию рисунка; Слишком низкая температура приведет к быстрому охлаждению расплава, а рисунок неполна.
Скорость охлаждения неровной, а локальный рисунок размыт из -за быстрого усадки.
Решения предложения:
Сократите расстояние между станцией тиснения и экструдером (рекомендуется контролировать в пределах 50 ~ 100 см), чтобы убедиться, что расплава находится в лучшем пластиковом состоянии.
Точно контролируйте температуру ролика из тиснения (обычно на 20 ~ 30 ℃ ниже, чем температура плавления), которая может быть скорректирована в режиме реального времени через систему контроля температуры.
Оптимизируйте систему охлаждения и используйте сегментированное охлаждение (например, воздушное охлаждение сначала, а затем охлаждение воды), чтобы обеспечить равномерное охлаждение поверхности и избежать быстрого охлаждения деформации.
Iii. Оборудование и тиснение проблем с роликами
1.
Причина:
После долгосрочного использования края тиснего ролика изношены и притупляются, что приводит к недостаточному трехмерному ощущению тисненного рисунка.
Глубина рисунка слишком мелкая (например, <0,3 мм), или угол слишком велик (например, угол кожи> 60 °), и для расплава трудно заполнить детали наконечника.
Решения предложения:
Регулярно проверяйте износ тис чистого ролика, поддерживайте или замените его вовремя, чтобы обеспечить острый край рисунка.
Оптимизируйте конструкцию шаблона валичного варианта: глубина рекомендуется составлять 0,5 ~ 1,0 мм, а угол кожи контролируется при 45 ° ~ 55 °, чтобы облегчить заполнение расплава и дедолтинг.
2. Недостаточная точность тиснения ролика
Причина:
Шероховатости поверхности тиснего ролика недостаточно (например, значение РА> 1,6 мкм), или точность гравюры гравюры с шаблона низкая (например, недостаточное разрешение лазерной гравировки), что приводит к размытым линиям.
Давление между валиком тиснения и роликовым валиком неравномерно (например, разница в левом и правом давлении> 5%), что приводит к частичной прозрачке и частичному размытию паттерна.
Решения предложения:
Поверхностная обработка валика из тиснения (например, хромированное покрытие, зеркальная полировка), контроль шероховатости RAдельный
Калибруйте систему тиснения роликового давления, чтобы обеспечить равномерное давление на левой и правой сторонах (ошибка <2%), которую можно в режиме реального времени контролировать датчиком давления.

IV Другие факторы
1. Слишком быстрая скорость тяги
Причина:
Скорость тяги не соответствует скорости экструзии (например, скорость тяги> Скорость экструзии 15%), что приводит к чрезмерному растяжению расплава во время тиснения и сглаживания деталей шаблона.
Решения предложения:
Отрегулируйте скорость тяги так, чтобы скорость тяги максимальной линии соответствовала скорости экструзии (ошибка ≤5%), которую можно контролировать с помощью связи инвертора.
2. Неправильное использование смазки
Причина:
Чрезмерное добавление смазки (например, более 1,5%) приводит к тому, что поверхность расплава слишком гладкая, легко проскальзывать во время тиснения и трудно образовывать схемы.
Решение:
Уменьшите количество смазки (например, контроль ее в пределах 0,5%~ 1,0%), или замените ее внутренней смазкой с лучшей совместимостью (например, глицерил стеарат), чтобы не влиять на адгезию расплава.
Подводя итог, что решение проблемы вакансирования онлайн требует нескольких аспектов. Найдите основную причину и решите ее в соответствии с фактической производственной ситуацией. Тогда вы можете стабильно производить высококачественную и красивую настилку WPC. Если у вас есть какие -либо потребности, пожалуйста, свяжитесь с командой инженеров Yongte, чтобы помочь вам решить различные проблемы в производстве настила WPC онлайн.
